

一、饲料厂为什么适合用全自动拆包机?
饲料厂特点 全自动拆包机的匹配优势 数据支撑
批量大、连续生产 可24小时连续作业,节拍稳定 拆包速度可达600-1200袋/小时
物料种类多 兼容多种包装材质和规格 可处理编织袋、纸袋、覆膜袋等
粉尘控制要求高 密闭负压设计,无尘作业 粉尘浓度低于5mg/m³
原料成本 物料残留率低 分离效率99%以上,残留率≤0.1%
劳动强度大 替代重体力劳动 单台替代4-6名人工
二、饲料厂应用的典型效率数据
指标 人工拆包 全自动拆包机 提升幅度
拆包速度 80-150袋/小时 600-1200袋/小时 5-8倍
日处理能力 约800袋(8小时) 8000-14400袋(24小时) 10倍以上
人力需求 4-6人/班 1人巡检 减少80%以上
粉尘控制 现场弥漫 无尘作业 环保达标
物料浪费 残留1%-3% 残留≤0.1% 年省数万元
实际案例:某龙头饲料企业引入3D视觉拆垛系统后,拆垛效率提升300%,日均处理量突破8000包,综合运维成本下降60%。
三、饲料厂应用的关键优势
1. 多物料兼容,柔性生产
饲料厂常用玉米、豆粕、麦麸、添加剂等多种原料,包装规格从25kg小袋到吨袋不等。全自动拆包机可:
兼容不同包装材质:编织袋、纸袋、覆膜袋、PE袋
适应不同包装规格:10-50kg小袋,500-1500kg吨袋
配方快速切换:PLC一键换产,存储上百种物料参数
2. 无尘作业,环保达标
饲料原料拆包粉尘大,环保压力重。全自动拆包机采用:
全封闭设计:拆包过程在密闭腔体内完成
集成除尘系统:多点收尘,粉尘浓度低于5mg/m³
负压控制:粉尘“只进不出”
某饲料企业改造后:解决了粉尘弥漫问题,工作环境大幅改变。
3. 物料回收,减少浪费
物料排空率高达99.99%
残留率≤0.1%,以年产10万吨饲料、物料均价3000元/吨计算,年省浪费约30万元
4. 与后道工序无缝衔接
拆包后可配套多种输送设备:
管链输送机:全密闭,适合粉体颗粒
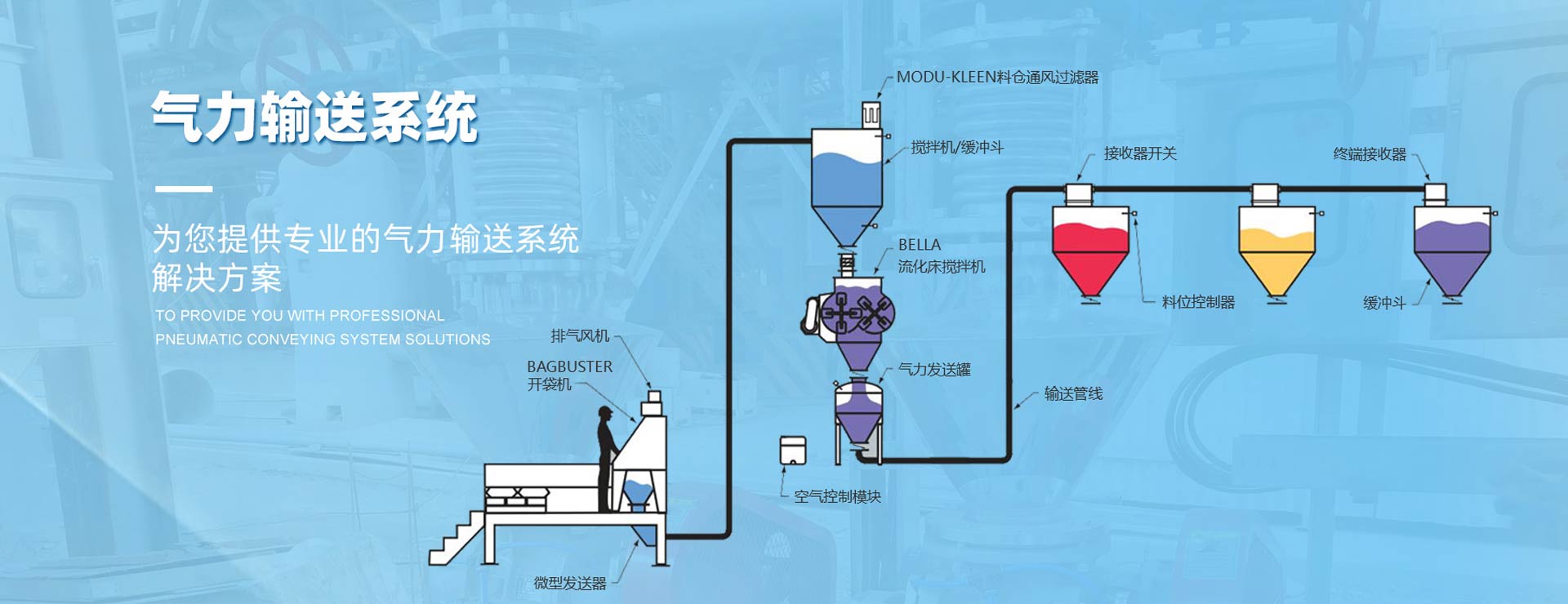
气力输送:远距离,灵活布局
螺旋输送:短距离,简单可靠
实现“拆包-输送-配料”全流程自动化
Copyright 2024~2027 山东杰成朗朗重工机械有限公司 All Rights Reserved 地址:山东潍坊青州市卡特彼勒工业园备案号:鲁ICP备2024129870号
山东杰成朗朗为用户提供全自动拆包机、滚筒输送机、皮带输送机、上料机等设备,以质量求生存,靠信誉求发展




 产品中心
产品中心