

一、扬尘控制:从“被动收集”到“源头扼杀”
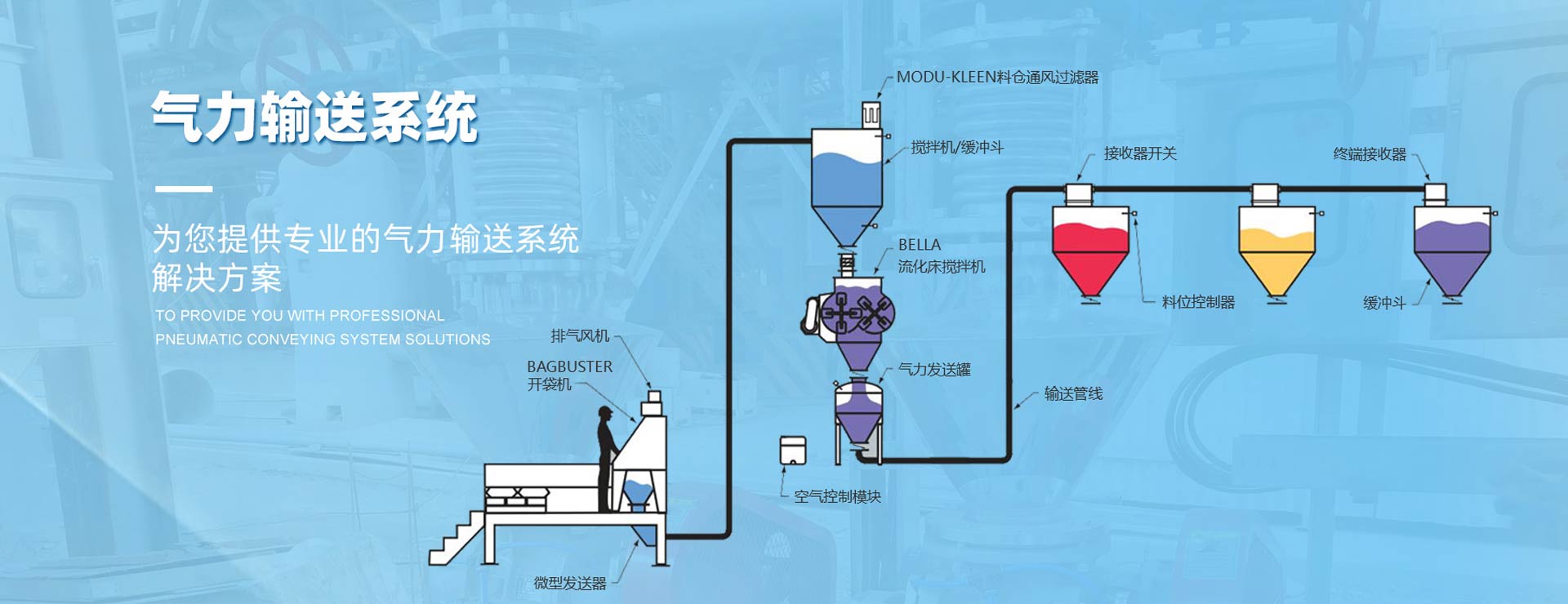
全密闭负压设计
拆包舱密封:破袋、清袋过程在完全密闭的负压舱内进行,舱内保持 -100至-500 Pa 微负压,确保粉尘“只进不出”。
气锁过渡装置:物料进出口采用 双闸板阀或旋转阀,实现连续喂料的同时阻断气流与外界的连通。
针对性除尘集成
源头捕捉:在破袋口、落料口等关键产尘点布置 吸尘罩,风速控制在1.5-2.5 m/s,确保粉尘刚产生即被抽离。
除尘系统选型:
对细粉(粒径<10μm)选用 脉冲滤筒除尘器(过滤精度达0.3μm)。
对易爆粉体(如铝粉、淀粉)采用 防爆型除尘器(配备泄爆片、隔爆阀)。
气流管理:除尘系统风量与管路设计需匹配物料特性,避免吸力不足或过度吸料。
过程抑尘辅助
雾化抑尘:对非水敏性粉体,可在落料区加装 微米级干雾抑尘装置,通过凝结作用使粉尘沉降。
静电清理:安装 离子风棒,防止粉体因静电吸附在设备内壁。
二、物料残留控制:从“振动清袋”到“主动剥离”
清袋技术组合
柔性振动系统:采用 气囊式多点拍打,替代传统机械振动,避免粉体“夯实的”和袋体损伤。
气流辅助清袋:在拍打的同时,向袋内注入 脉冲式压缩空气(压力0.3-0.5MPa),吹落附着粉体。
机械刮拭模块:针对粘附性粉体,加装 硅胶刮板或旋转软刷,物理剥离袋壁残留。
袋内残余监测与反馈
称重反馈系统:在拆袋工位集成 高精度称重传感器,实时监测袋重变化。当重量曲线平缓时(表明清袋完成),自动停止清袋动作,避免无效拍打。
设备防残留设计
料斗优化:
大倾角设计(≥75°)+ 高分子光滑衬板(如UHMW-PE)。
采用 非对称结构 或 涡形料斗,清理流动死区。
主动排空机制:
料斗底部集成 振动器或空气炮,定期破拱。
对接 强制输送设备(如管链输送机),杜绝滞留。
Copyright 2024~2027 山东杰成朗朗重工机械有限公司 All Rights Reserved 地址:山东潍坊青州市卡特彼勒工业园备案号:鲁ICP备2024129870号
山东杰成朗朗为用户提供全自动拆包机、滚筒输送机、皮带输送机、上料机等设备,以质量求生存,靠信誉求发展




 产品中心
产品中心